Когда то-давно посмотрел
ролики про 3d печать, на ум сразу же пришла идея применять силу тяжести для смещения слоев вниз.
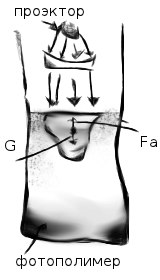
На рисунке слева: G — сила тяжести, Fa — сила Архимеда(выталкивающая из жидкости вверх).
Итого сила, действующая на объект: F = G — Fa. Согласно
закону Архимеда тело будет тонуть, если сила тяжести превысит силу Архимеда, и тем быстрее, чем больше будет их разность.
Рассмотрим слой объекта, толщиной h_сл, площадью S_сл, плотностью ro_тела. Объем равен: V_сл = S_сл * h_сл. Масса: m_сл = V_сл * ro_тела. Сила тяжести:
G_сл = m_сл * g = V_сл * ro_тела * g = S_сл * h_сл * ro_тела * g.
Сила Архимеда:
Fa_сл = V_сл * ro_ж * g = S_сл * h_сл * ro_ж * g.
Слой будет тонуть с ускореннием:
a = (G_сл — Fa_сл)/m_сл = (V_сл * ro_тела * g — V_сл * ro_ж * g) / (V_сл * ro_тела) = g * (ro_тела — ro_ж) / ro_тела
где ro_ж — плотность фотополимера.
Видно, что а постоянная, зависящая от фотополимера, а именно от изменения его плотности при спекании.
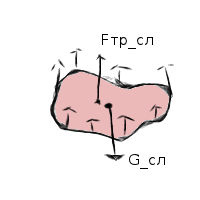
Посколько, тела обычно тонут с постоянной скоростью, должна сила, которая пропорциональна скорости — это сила трения, зависящая от вязкости.
Итак, скорость опускания тела зависит от: плотности, вязкости фотополимера и формы тела. Последнее видно из рисунка справа. На котором, Fтр_сл — равнодействующая трения на границах слоя. Видно, что она приложена не к центру тяжести.
Преимущество использования проектора — скорость, за счет одновременного получения целого слоя. Другой плюс: отсутствие подвижных частей, откуда долговечность, надежность, а может быть и дешевизна и точность. Но существуют и проблемы:
- неравномерного затопления решается либо коррекцией формы, либо коррекцией данных подаваемых на проектор;
- переворачивания — коррекций формы;
- изменения вязкости с температурой — коррекций данных;
- «монохромности» — смешиванием нескольких фотополимеров с разными частотами спекания(но одинаковой плотностью).
Очевидно, главная трудность состоит в нахождении или получении фотополимера с подходящими свойствами(или соотношениями между свойствами):
- плотность жидкости
- скорость спекания
- плотность после спекания
- вязкость
- незначительное изменение свойств с температурой в диапазоне комнатной



 Простой
Простой
 Простой
Простой
 Средний
Средний
