не тут пишете вопрос, лучше на профильные типа 3dtoday идти, там есть и готовые гайды и таких вопросов было задано миллион.
по сути тут есть
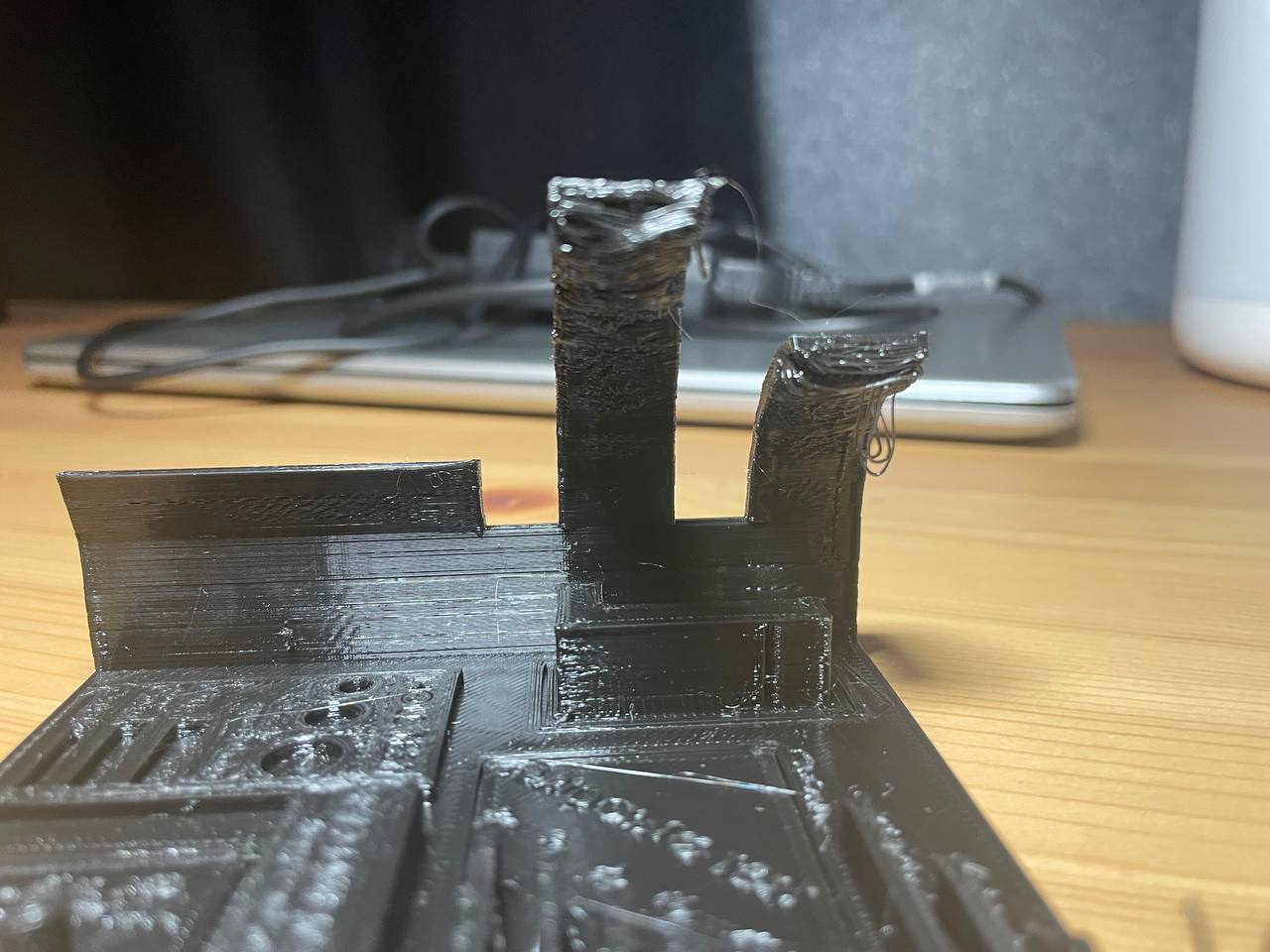
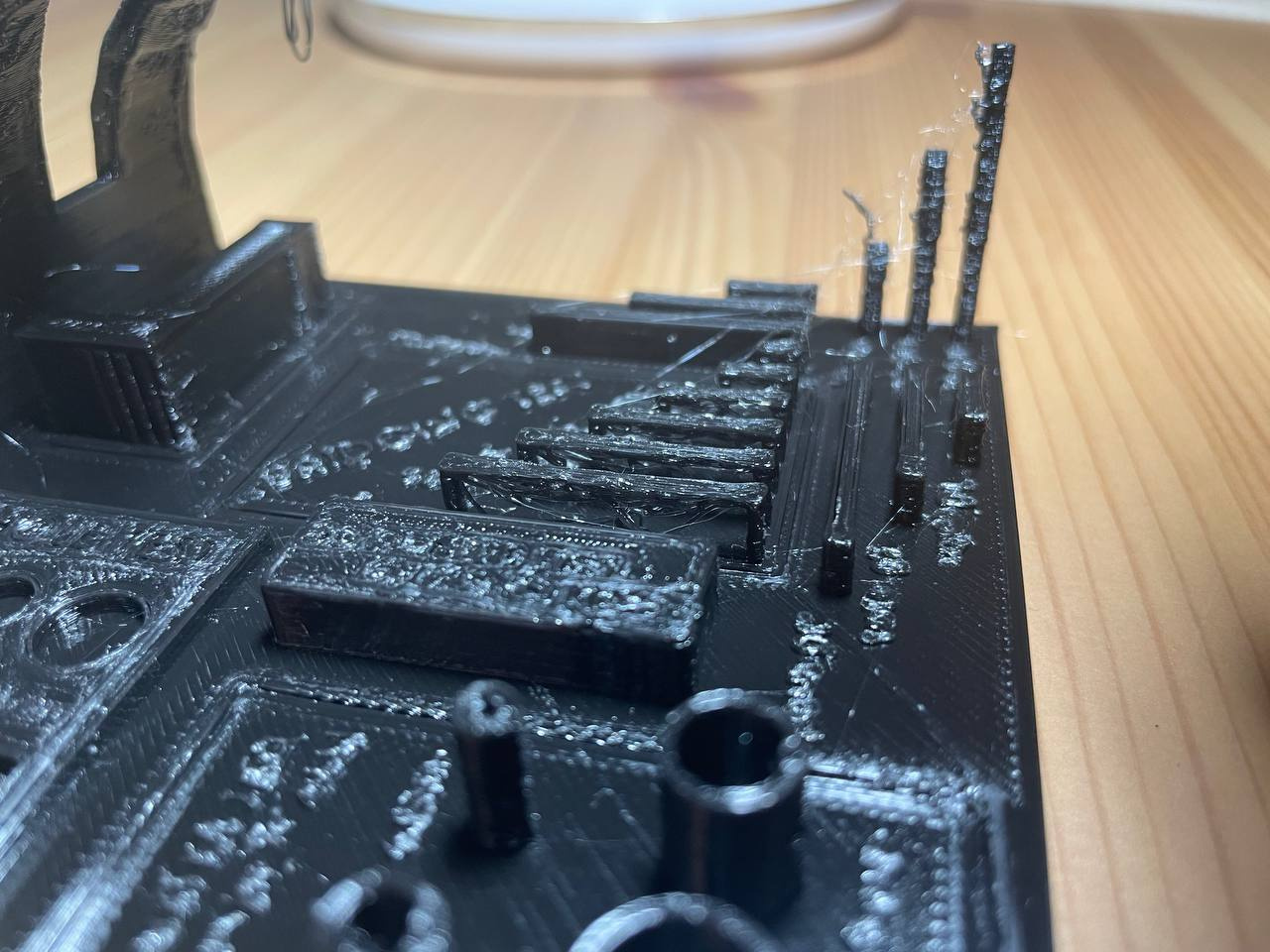
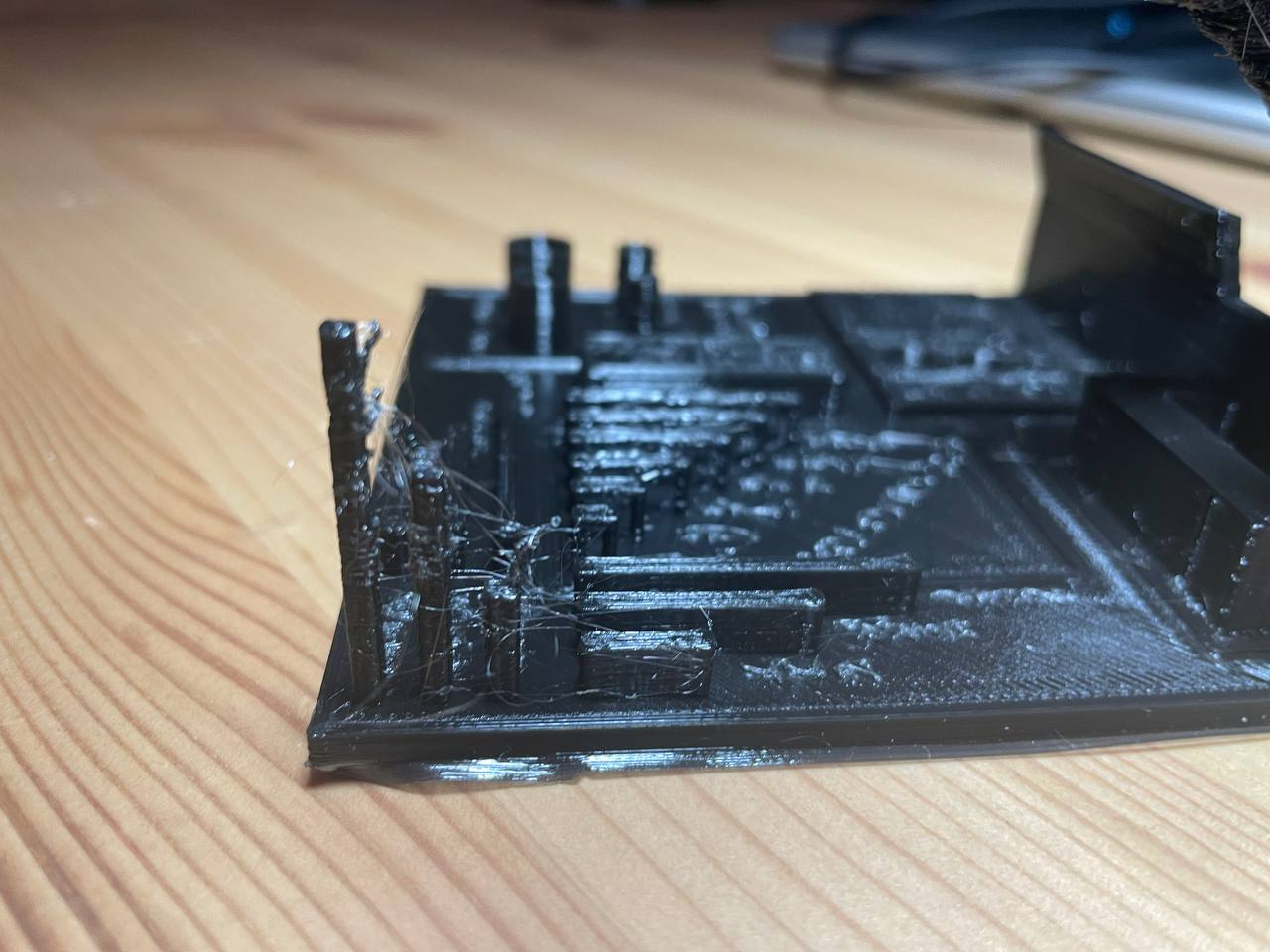
* сопли (тюнить ретракт, печатая башенки с разными его параметрами) и температуру (сопли бывают еще и от перегрева, petg вроде достаточно текучий пластик)
* мосты (вот эти нависающие кривулины), их без поддержек никто не обещал печатать хорошо, для pla такое возможно с очень хорошим обдувом, возможно если его сделать то и petg будет лучше печататься, но изделие будет хрупким и плохо будут спаиваться слои, еще на высоких башенках и мостах нужно понижать скорость (спорное утверждение, если мост наводится между двумя башнями, то скорость лучше делать выше, но если это наклонная башня как тут то лучше скорость понижать) и еще помимо сцепления на башенках идет их раскачивание, тоже сильно роняющих качество
* 0.2мм слой для сопло 0.4 это предельно высокий, уменьшай, тесты показывают что выше 1/3 от диаметра высоту слоя поднимать не рекомендуется, так как это ухудшает сцепление слоев


 Простой
Простой
 Средний
Средний

